In the packaging industry, ensuring reliable bottle and cap sealing has long been a cornerstone of product quality, directly impacting shelf life, product safety, and consumer trust. For decades, the traditional sealing process has relied on a two-step operation centered around gasket installation, a method that has become ingrained in manufacturing workflows but carries inherent limitations.
This two-step process is far from flawless. It introduces opportunities for human error or mechanical misalignment during gasket placement, leading to inconsistent seal quality; a slightly off-center gasket can result in leaks or compromised airtightness. Additionally, the need to source, store, and handle gasket materials adds to production costs and extends manufacturing lead times, while the assembly step itself slows down overall throughput on production lines.
In recent years, advancements in molding technology have paved the way for a game-changing alternative: one-step integrated sealing cap molding. This innovative method eliminates the need for a separate gasket and a second assembly procedure by fusing the sealing element directly into the cap during the initial molding phase. The process leverages dual-material injection molding techniques, where two compatible materials are fed into the mold simultaneously or in a precisely timed sequence. The main body of the cap is formed from rigid plastic, while a thin, flexible sealing layer—often a food-safe elastomer or modified polymer—is molded directly onto the inner surface of the cap’s lip in a single, continuous operation.
For industries such as food and beverage, pharmaceuticals, and cosmetics—where product integrity is non-negotiable—the one-step molding method represents a pivotal upgrade in sealing technology. It not only addresses the shortcomings of the traditional two-step gasket process but also aligns with the industry’s growing demands for higher efficiency, lower costs, and more consistent quality control. As manufacturing technologies continue to evolve, this integrated sealing approach is poised to become the new standard for bottle cap design, redefining the benchmarks of reliability and efficiency in packaging sealing solutions.
Long before the industry began to widely recognize the limitations of traditional gasket methods, WERA dedicating years of research and development on dual-material injection molding. Our team with a robust knowledge built on successful project development for clients across food, pharmaceutical, and cosmetic sectors. WERA’s R&D team has optimized the molding parameters to ensure tight connection between rigid cap bodies and flexible sealing layers, meeting the strictest food safety and pharmaceutical-grade certifications. We accumulated insights also include troubleshooting for high-volume production, quality control, and custom mold design solutions that adapt to unique bottle neck geometries—all of which have positioned WERA as the reliable partner for who looking for dual-material injection molding.
bottle cap sealing by dual materail injection molding
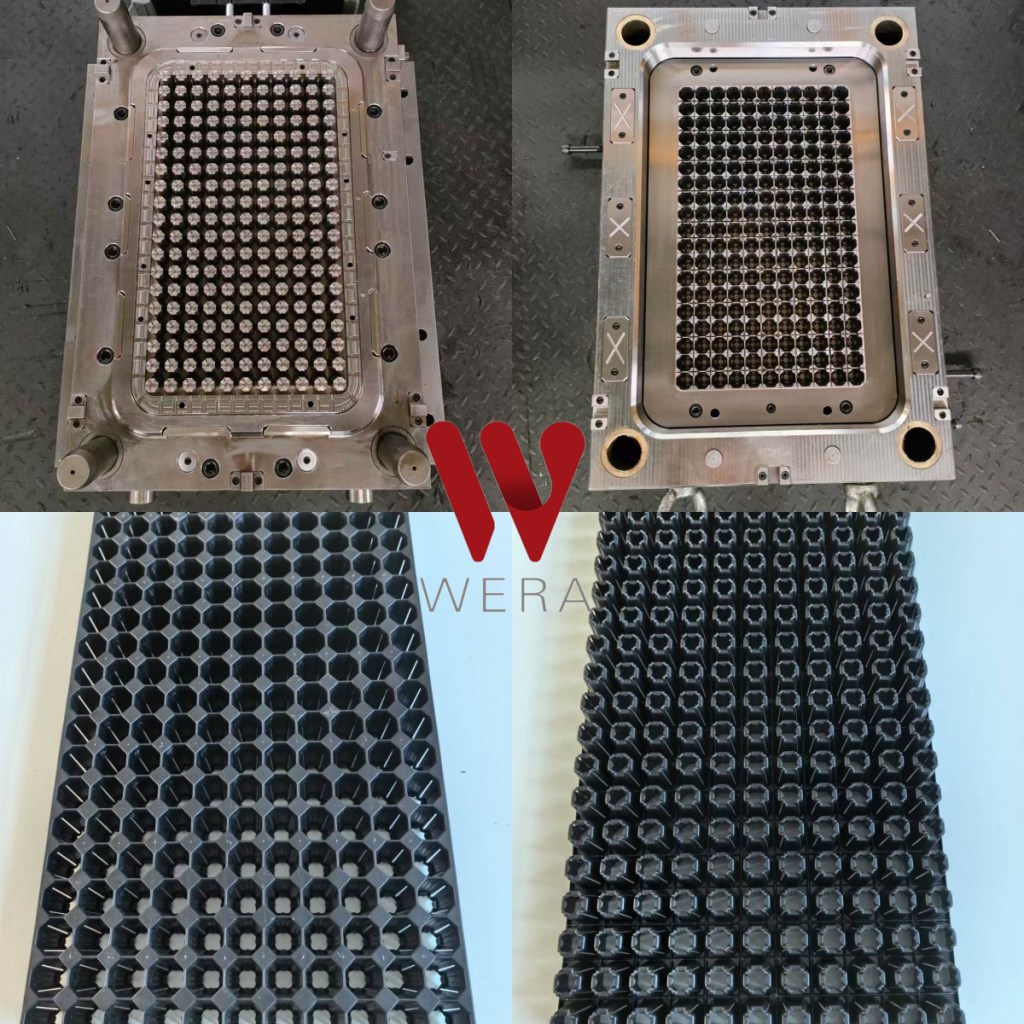
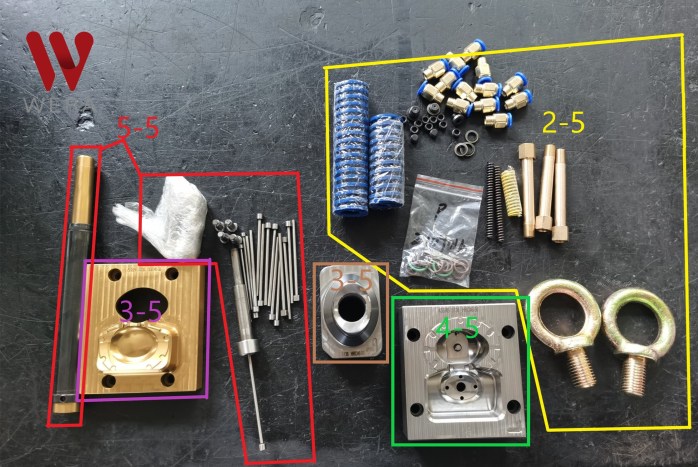
When have a first look of cell tray part, maybe someone will think it is an easy part and easy mould, in reality, to make a high quality cell tray mould is not as easy as what you expect.
Cell tray always with multi cells, due to these cell tray are most for one time use, disposible part always sensitive about weight, thus wall thickness become particular important, how to ensure uniform wall thickness for so many cells? high precision machining become extremely important. Another key point is about hot runner design, a good hot runner design can help balance material filling for each cell.
Our team already succeed on making 50 cells and 209 cells tray, We have mastered the processing method of this kind of tool.
50 cell tray
209 cell tray tool
Besides the thickness issue, another key point is about the through holes, these holes are important which ensure the water can go through, so no flash is the basic requriement, the holes cannot be blocked during production. it is also one of the difficult thing for the tool maker, especially there are holes for both bottom and side.
If you want to make cell tray tool, please come to us, we will be your reliable tool supplier who can help you make high quality tool and guarantee your production smoothly.
Posted by Elaine Ruan weramold@163.com WhatsApp: + 86 18257612359
With the improvement of people’s living standard, now people have higher requirements for product quality, two-color injection molding have more application on daily used products.
Why two color injection be more and more chose?
Two color injection improve product appearance. Product be formed by different color in one time, it will looks better and more attractive, so the product become more competitive in market.
Two color injection can meet requirement of ergonomics. Two color injection allow to combine hard and soft material together, so it can be used to make different handles which require better touch feeling, like tools handle, toothbrush… it makes the product have excellent use feeling.
Two color injection can realize more function of product. In traditional way, we always have to insert a sealing ring or gasket to avoid leakage. It will need extra machine or labor, now 2 color injection can make it in one step, so it saves labor and space for production.
Two color injection allow to combine different color and material, so the product designer can make more creative work on product design.
If you are interested to make 2 color product, welcome to visit us and discuss together.
Precision Molding Redefines Medical Product Manufacturing
As a dedicated mold manufacturing specialist, we’ve always believed that precision is the cornerstone—and our latest innovation, the mould for Cheek retractor, is a testament to that philosophy.
This cheek retractor is molded by PP+TPE two-component injection molding process. At the heart of its excellence lies our ultra-high-precision mold, engineered to a tolerance of ±0.01mm. This level of precision isn’t just a technical feat, it’s the key to molding 0.3mm ultra-thin walls with accuracy and stability—filling a critical gap in ultra-thin rubber injection molding.
For medical product, precision isn’t optional—it’s non-negotiable. The Cheek retractor made by our molds delivers on that demand with uniform wall thickness, dimensional tolerance tightly controlled within ±0.01mm, and weight tolerance kept to ±0.1g. Every unit meets the strictest global standards for medical equipment, ensuring reliability and safety for end-users.
In our mold factory, we don’t just make molds—we offer molding solutions for client to make production successful and efficient. This Cheek retractor project isn’t just a product launch; it’s a showcase of how advanced molding technology can redefine an entire sector.
We strive to keep ourselves improving and to be your reliable mold partner, help you turn your most ambitious molding ideas into reality.
How to achieve accuracy of the wall thickness on long term production?
When clients come to us inquire about thin wall container mould, It is one of their mainly concern issue “How to achieve accuracy of the wall thickness on long term production”?
That is true, it is the main issue clients always face during production, the core will shift, that lead to side wall thickness change after a period time production.
We have be working for thin wall mould for about 20 years, base on years’ experience and feedback from clients, we improved our design step by step. 1.The core must inserted to the base with certain height, less height will make the core lean to side faster. 2.The core base design with slope instead of straight design, it will help core insert to plate tightly.
Above 2 points are most basic design idea, there are many details consideration will be taken in the design to achieve durable thin wall container mould.
If you just face such kind of problem, we will be glad to give you our professional technical support.
Posted by Elaine Ruan weramold@163.com WhatsApp: + 86 18257612359
Plastic containers are widely used in our daily life, and they are with different quality level to meet different demand from consumers and different use cases.There are several plastic material can use for making high transparent properties, PP, PS, PC, SAN, TRITAN,PET… but how to make better high transparent container than your competitors?
Order a good mould is the first step.
Today I’m going to share how to order a mold for high transparent container.
1.Mold steel Mold steel is first thing you have to choose to make a mold, then which steel suitable for transparent container? The steel must with good polish properties, S136 steel is one of the suitable choice, S136 is stainless steel with HRC45-48, compare to other hard steel, it has better polish properties. 2.Injection type Hot runner open gate and hot runner valve gate are the most common used injection gate types. A.Consider about wall thickness, for thin wall container mould, I will suggest use valve gate, valve gate with bigger gate size, it is better for material injection and flow. B.Consider about material, PP material always more easy for flow and have high MFI, if your containers are made of PC, TRITAN, PS, you can choose valve gate too. 3.Surface treatment Polish is one of the key point to make high transparent container mould, it will be easily viewed if the surface not be rightly polished. For high transparent container mould surface, it must be polished by hand instead of machine polish, the mold maker should have professional polish workers who knows how to make polish for such kind of mould.
We made various kind of container moulds every year, our technician team are experienced with making transparent container mould, from the design to final testing, we can give you our professional proposal and support. If you want to make mold for transparent container mould, don’t hesitate to contact us. weramold@163.com WhatsApp: +86 18257612359
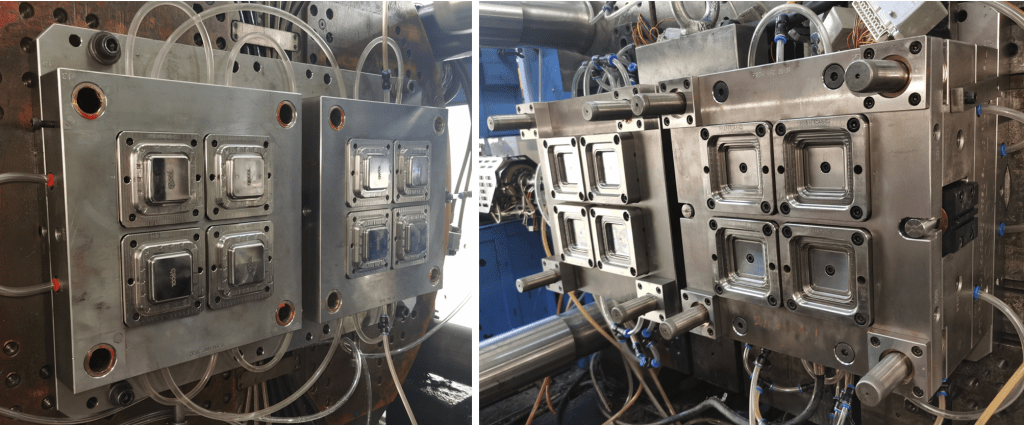
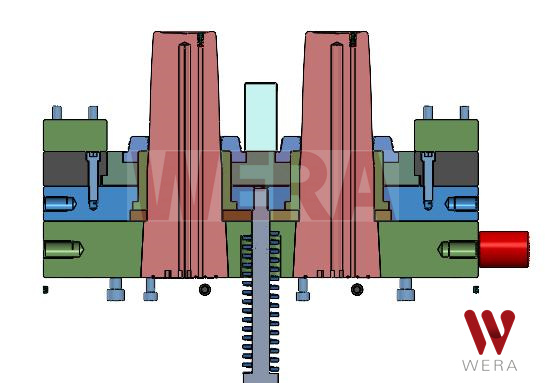
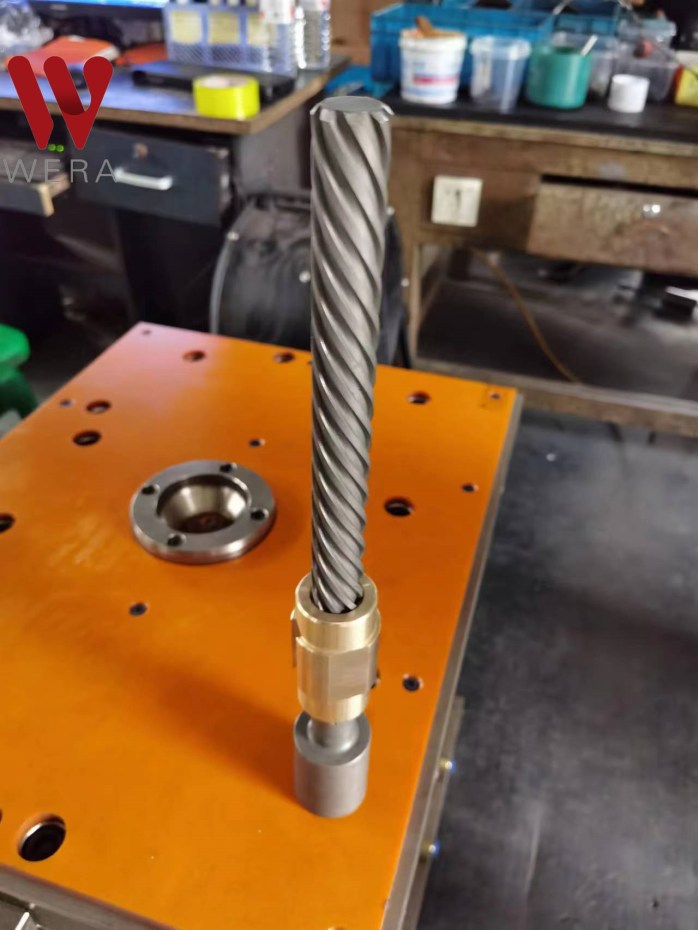
The most common used unscrewing structure on injection mould is using hydraulic cylinder or hydraulic motor to drive the gear system. I have written an article explain the details, you can refers to previous article.
Besides above 2 ways, we tried another way during these years, and get good feedback from clients. That is to use rifle bar.
It is an mechanical way, when mould open, the gear system start working, so the cycle time is less.
It has it’s limitation, the mold cannot open in a big stroke, so it cannot work together with robot to pick out the products. But it is not necessary for all products to use a robot, so it is not a big problem.
Compare to traditional two ways, rifle bar works more stable and with less cycle time, but the cost is a little higher, if you are interested, welcome to send inquiry.
We are professional on bottle handle mould design and manufacture, we know how to make good design to ensure the handle strength, and also know how to make the mould with long life, welcome send inquiry to us.